Před časem zde uživatel Zerg provedl pokus , při kterém nechal úmyslně při výrobě damašku ve sváru veškeré nečistoty. Protože mě zajímalo, jak vypadají takovéto vazy z metalografického hlediska, dohodli jsme se na provedení metalografického rozboru těchto damašků.
Damašek byl složen z oceli 19 313 a obyčejného černého plechu (ocel třídy 11). Základní postup při výrobě damašku byl následující: jednotlivé díly opáleny ve výhni a na povrchu ponechány veškeré okuje. Z takto připravených plechů byl složen paket a ten byl obvařen dokola svářečkou i s nečistotami na povrchu plechů. Damašek byl připraven ve dvou variantách. Jeden s boraxem nasypaným na povrch plechů před zavařením a druhý bez tavidla. Oba pakety byly kovářsky svařeny, překovány, rozděleny na 4 díly a znovu svařeny.
Zergovo posouzení z hlediska svařitelnosti:
Při sestavování ani kování nebyl použit žádný borax. Po několika přeložení a překování vyšel akorát pěkný plocháček na menší fulltang. 214 mm celková délka, čepel 30 x 4 mm. Pro mě osobně byl výsledek trochu překvapením. Očekával jsem kazy, nebo min. hodně znatelné a tmavé spoje. Výsledný materiál byl naprosto čistý.
Paket s uzavřeným boraxem ale dopadl odlišně. Hned od začátku se jednotlivé vrstvy špatně spojovaly. A když už to vypadala docela pohomadě, stačilo nekolik menší úderů na kant a šlo to zase od sebe. Zkoušel jsem i vyšší teplotu (možná se to i trochu spálilo) ale ani to nezabralo. Výsledný materiál má spoustu kazů a některé spoje (kde se patrně borax a všechen bor... natalčil a nahromadil) se vůbec nespojily.
Vzorky z takto připravených damašků jsem dostal k metalografickému posouzení. Vzorek svařený bez tavidla vypadal na první pohled kompaktně, u vzorku s tavidlem (boraxem) byly na několika místech viditelné trhliny – nesvařené vrstvy. Po otevření jedné z trhlin se objevil kovově čistý povrch, případně se stopami vysokoteplotní oxidace (barevné oxidy podobné popouštěcím barvám). To je dokumentováno na snímku 1. Z toho lze usoudit, že přidávat borax při kovářském svařování má smysl - povrch oceli se čistí od okují a je i patrně chráněn před další oxidací.
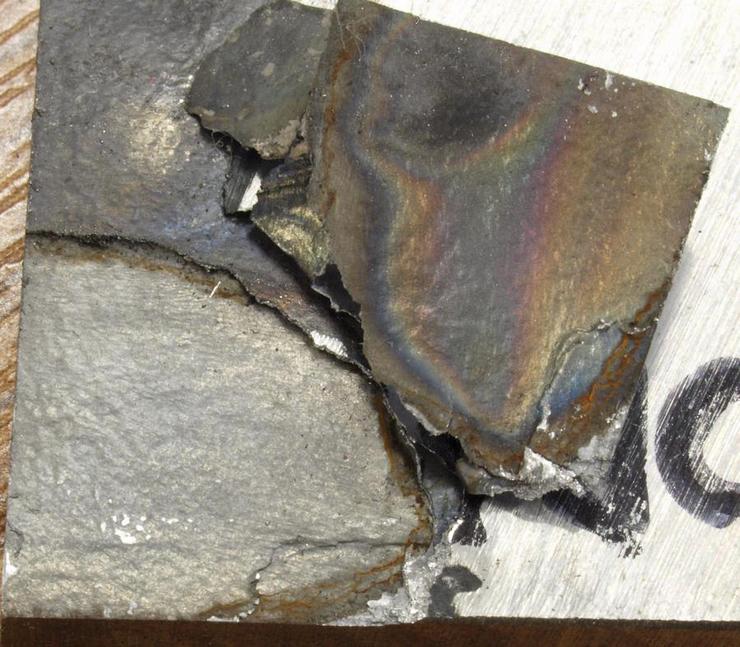
Obr. 1. Neprovařený svar - experimentálně otevřená trhlina
Ze vzorků byly připraveny metalografické výbrusy s řezem kolmým na směr kování (odpovídá příčnému řezu hotové čepele). Vzorky byly vybroušeny a vyleštěny. Pozorování vad ve svarech bylo prováděno na leštěném povrchu, leptání pouze zviditelnilo mikrostrukturu, ale nevedlo ke zviditelnění dalších vad.
Porovnání vzhledu výbrusu při malém zvětšení je na obrázcích 2 a 3.

Obr. 2. Metalografický výbrus damašku svařovaného s boraxem; zv. 64x
Obr. 3. Metalografický výbrus damašku svařovaného bez tavidla; zv. 64x
Z obrázků je vidět, že v případě použití boraxu je svarové rozhraní viditelné prakticky u všech spojů. Pokud nebylo tavidlo použito, jsou spoje viditelné výrazně méně. Viditelnost spojů je v důsledku přítomnosti většího množství nečistot – v případě použití boraxu, kdy nemůže být jako dobře tekutá struska vytlačena ze svaru je těchto nečistot více a jsou tudíž zřetelnější. V případě, že by bylo použito tavidlo (borax, křemenný písek) a bylo by umožněno strusce uniknout, byla by svarová rozhraní prakticky nezřetelná (viz. obr. 4, damašek neznámého kováře).

Obr. 4. Správně provedený kovářský svar na damašku; zv. 64x
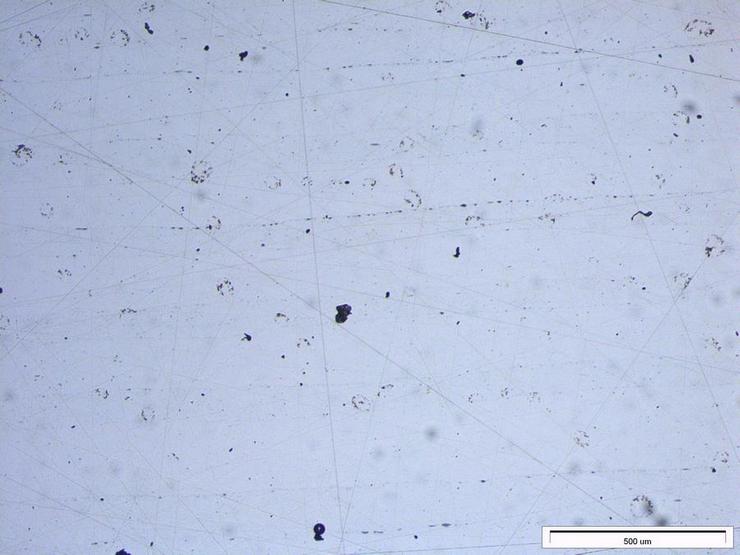
Posouzení typu nečistot resp. odhad příčiny špatného spojení vrstev při použití boraxu bylo provedeno při vyšších zvětšeních na neleptaných metalografických výbrusech. V případě, že nebylo použito tavidlo jsou vměstky tvořeny nejspíše oxidy železa (mají charakteristickou barvu), které přiléhají ke stěnám spoje (obr. 5).

Obr. 5. Vměstek (nečistota ve svaru bez tavidla); zv. 800x
Pokud bylo tavidlo použito, jsou tyto oxidy železa částečně rozpuštěny a je zde viditelná mezera mezi vrstvami (během přípravy výbrusu patrně došlo k rozpuštění tavidla ve vodě a prostor v okolí vměstku je prázdný) – viz. obr. 6. Chybějící materiál je nezaostřená část v horní části temnějšího pruhu tvořeného vměskem (oxidy železa).

Obr. 6. Vměstek ve svaru provedeného s boraxem; zx. 800x
Na závěr ještě vložím obrázek, jak vypadá mikrostruktura damašku po naleptání. Na obrázku 7 je zachycena vrstva oceli 19313 obklopená z obou stran černým plechem. Vzhledem k tomu, že ocel po kování patrně chladla volně (a ne například pomalu v popelu), díky vyšší prokalitelnosti má ocel 19 313 martenzitickou strukturu (viditelné poměrně hrubé martenzitické jehlice). Vrstvy po stranách obrázku jsou tvořeny černým plechem (obsahuje asi 0,5% uhlíku), který má kritickou rychlost ochlazování výrazně vyšší a proto je struktura tvořena perlitem s feritickým síťovím.
 Obr. 7. Mikrostruktura damašku po kování (vzorek bez tavidla); zv. 400x
Obr. 7. Mikrostruktura damašku po kování (vzorek bez tavidla); zv. 400x
Závěr
Na základě provedeného experimentu je možno konstatovat, že jsme vlastně nic nového neobjevili. I nadále tedy platí, že pro dosažení optimálních parametrů kovářského svaru je potřeba mít svarové plochy co nejčistší. K dosažení lepšího kovářského svaru pomáhá i tavidlo, které v sobě částečně rozpouští okuje a vytváří dobře tekutou strusku, která je pak snadno vytlačena při úderech kladiva. Navíc je zde i vidět, že borax má schopnost okuje opravdu rozpouštět a čistit povrch oceli a tím přispívat k jakosti spoje (obr. 1).
Pokud však zabráníme strusce opustit svár (v našem případě v důsledku pevného zavaření okrajů) všechny nečistoty omezují jakost spojení materiálů. Pokud navíc k okujím přidáme i tavidlo, může být nečistot již tolik, že výrazně zhorší jakost spoje a mohou se snadno vytvářet vady ve spoji. Podobně jako zavaření okrajů paketu může působit i kování od okrajů ke středu nebo použití příliš širokého paketu, kdy se nečistoty nevytlačí k okrajům a zůstanou uzavřeny mezi vrstvami a ty se pak špatně spojí.
Pavel Švanda
Univerzita Pardubice
DFJP - KMMČS